Aplicación de pigmentos de Hibiscus sabdariffa L. en estampación textil
Application of Hibiscus sabdariffa L. pigments in textile printing
Carmen Elena Menjívar-Benítez1, Milton Alejandro Ramírez-Aguirre2, Freddy González-Zamora3
Fecha de recepción: 30 de setiembre, 2024
Fecha de aprobación: 8 de enero, 2025
Menjívar-Benítez, C.E; Ramírez-Aguirre, M.A; González-Zamora, F. Aplicación de pigmentos de hibiscus sabdariffa l. En estampación textil. Tecnología en Marcha. Vol. 38, No 3. Julio-Setiembre, 2025. Pág. 14-25. https://doi.org/10.18845/tm.v38i3.7258
https://doi.org/10.18845/tm.v38i3.7258
Palabras clave
Extracción; estampado; caracterización cromática; solidez.
Resumen
Como una respuesta innovadora a los retos medioambientales y de desabastecimiento de materias primas que afronta la industria textil latinoamericana en la actualidad, se realizó la evaluación de los pigmentos extraídos de la flor de Jamaica (Hibiscus sabdariffa L.) como una alternativa para la fabricación de productos textiles estampados. Para la extracción de los pigmentos, se hizo pruebas con agua y con soluciones etanol:agua de 50%, 60%, 70%, 80% y 90% en volumen. A los resultados obtenidos, se les realizó un análisis ANOVA, encontrándose que no había diferencia significativa entre la extracción con agua y con las soluciones. El agua se seleccionó como solvente extractor por su conveniencia y compatibilidad para luego realizar el proceso de estampado, donde se realizó la caracterización cromática, encontrándose coincidencia de color con el Pantone 17-1510 TPG. Para evaluar la calidad del estampado, se realizó la comparación entre la solidez al frote, al lavado y a la luz, del estampado con flor de Jamaica y otro estampado del mismo color, el cual fue desarrollado con pigmentos sintéticos. Los resultados obtenidos indicaron que las estampaciones realizadas con flor de Jamaica tienen valores aceptables de solidez al frote y al lavado, sin embargo, los pigmentos sintéticos permiten estampados de mejor calidad.
Keywords
Extraction; printed; chromatic characterization; colorfastness.
Abstract
As an innovative response to the environmental challenges and shortage of raw materials currently facing the Latin American textile industry, the evaluation of pigments extracted from the Jamaica flower (Hibiscus sabdariffa L.) was carried out as an alternative for the manufacture of printed textile products. To extract the pigments, tests were carried out with water and with ethanol:water solutions of 50%, 60%, 70%, 80% and 90% by volume. An ANOVA analysis was performed on the results obtained, finding that there was no significant difference between the extraction with water and with the solutions. Water was selected as the extracting solvent for its convenience and compatibility to then carry out the stamping process, where the chromatic characterization was carried out, finding a color match with Pantone 17-1510 TPG. To evaluate the quality of the print, a comparison was made between the rubbing, washing and light fastness of the Jamaican flower print and another print of the same color, which was developed with synthetic pigments. The results obtained indicated that the prints made with Jamaica flower have acceptable values of fastness to rubbing and washing, however, synthetic pigments allow better quality prints.
Introducción
Desde la prehistoria, el ser humano ha buscado la forma de enriquecer la vestimenta a través de extracción de tintes y estampados en telas. En la actualidad, las prendas de vestir no solo cumplen su función básica, sino que se han convertido en un medio de comunicación y representación [1]. A medida que la globalización adquirió escalas inimaginables, una de las realidades que golpea la industria textil es el sobre consumo de ropa y accesorios con obsolescencia programada, que lleva a la utilización de mayores cantidades de materia prima para la producción de prendas, conduciendo hacia problemas de sostenibilidad en todos los sentidos[2].
Lo anterior implica que la industria textil debe optimizar sus procesos, empleando principios científicos que guíen hacia la eficiencia, basándose en la cuantificación de datos y el uso de métodos y productos innovadores que comulguen con la sostenibilidad; por tal motivo, la industria textil lleva a cabo diversas investigaciones[3], [4], [5], [6] y estudios continuos de los procesos y materias primas para un acabado textil acorde a las exigencias del consumidor final; la pigmentación es uno de los principales intereses de la industria, ya que genera valor agregado al producto final, y es una característica clave para el desarrollo de la competitividad en el negocio textil [7], [8].
Los materiales utilizados para la coloración de textiles se dividen en pigmentos y colorantes. Los pigmentos son sustancias de moléculas grandes (entre 100 y 1,000 nm), prácticamente insolubles en el medio en que se aplican, por lo que se depositan sobre la superficie de las fibras textiles con la ayuda de una sustancia que actúe como ligante [9]. Casi todos los pigmentos y colorantes empleados en la industria textil se encuentran clasificadas en el Colour Index (C.I.), la cual es una base de datos única y definitiva, utilizada a nivel mundial, donde se encuentra el nombre común y las variantes comerciales registradas para ambas sustancias[10].
La búsqueda de materias primas, en este caso pigmentos orgánicos capaces de adaptarse a una industria tan exigente y volátil, requiere estudios especializados, adaptando y verificando métodos convencionales que garanticen la eficiencia y eficacia de las pigmentaciones en el producto final, donde obtienen relevancia la brillante coloración presentada por los extractos de la flor de Jamaica y su origen natural, proveniente de las antocianinas que son un grupo de pigmentos naturales hidrosolubles, presentes en los extractos celulares de una gran variedad de frutas, hortalizas y flores, responsables de los colores rojo, azul o violeta de estas especies vegetales [11], además se les confiere propiedades antioxidantes, lo que genera un atractivo importante en la industria textil, donde además de ser el color un importante atributo de calidad, actualmente hay una creciente demanda por el uso de pigmentos y colorantes naturales en todo el mundo [8]. En el presente artículo, se describen los resultados de la comparación de la calidad del estampado realizado con pigmentos naturales extraídos de la flor de Jamaica (Hibiscus sabdariffa L.) y el estampado realizado con pigmentos sintéticos. La calidad fue evaluada en función de la solidez al frote, al lavado y a la luz, sobre la base de las metodologías de la AATCC (Asociación Americana de Textiles Químicos Coloristas).
Materiales y métodos
Se realizó la extracción y concentración de los pigmentos naturales de la planta Hibiscus sabdariffa L., conocida como flor de Jamaica y se elaboró la pasta de estampación que fue aplicada en tejido plano de algodón; seguidamente, se realizó la caracterización cromática del pigmento estampado y finalmente, se evaluó la solidez al frote, al lavado y a la luz. Paralelamente, se realizó la estampación y evaluación de la solidez de un estampado realizado con una mezcla de pigmentos sintéticos que ofrecían la misma coloración del pigmento natural, con el fin de comparar la calidad de ambos estampados.
El proceso de extracción, estampación y verificación de calidad fue llevado a cabo en las instalaciones de Industrias Unidas S.A, (IUSA) localizadas en el kilómetro 11.5, Carretera Panamericana, Ilopango, San Salvador, El Salvador. Para la evaluación y comparación de la estampación de los pigmentos naturales y sintéticos se emplearon los métodos de la AATCC; los análisis estadísticos se realizaron con el software Statgraphics 18.
El estampado fue hecho sobre tela 100% algodón, blanqueada y mercerizada, de tejido plano (ligamento tafetán y peso, 135 g/m2), el número de hilos por pulgada en la dirección de la urdimbre es 126 y en la dirección de la trama es 70. La tela tenía un ancho final de 140 cm (55 pulgadas).
Pasta de estampación y pasta de pigmentos
La pasta de estampación es una mezcla de auxiliares textiles cuya función es permitir la aplicación de los pigmentos a la tela para ser posteriormente fijados por un proceso de curado; este último consiste en secar la tela en un horno por 2 minutos y 15 segundos a 155°C. La pasta es preparada con una elevada viscosidad (entre 4000 y 7000 cP), lo cual permite controlar la velocidad con la que sale del cilindro de estampación; las proporciones de cada componente de la pasta preparada, fueron establecidas de acuerdo con la experiencia de trabajo en IUSA y se presentan con un espesante (sintético de emulsión inversa) con una concentración de 1.9 %(m/m), antiespumante (mezcla de surfactantes, dispersantes y polisiloxanos) de 0.5% (m/m), ligante (dispersión acuosa de resina acrílica) 20.0% (m/m), fijador (resina melanina-formaldehido) 1.5% (m/m), pasta de pigmentos hasta alcanzar la coloración deseada y agua suavizada para completar el 100%.
Los pigmentos naturales se obtuvieron de un polvo fino a partir de los cálices de la flor de Jamaica, los cuales fueron adquiridos en un mercado local. Se realizó una selección cuidadosa, desechando las partes decoloradas, manchadas o deterioradas. Los cálices fueron secados en una estufa hasta humedad constante (45°C, se alcanzó 11.0% de humedad); posteriormente se pasaron por un molino de cuchillas de acero inoxidable a 5000 RPM durante 20 segundos, para luego ser tamizados en una malla 0.5 mm.
La investigación evaluó el rendimiento de la extracción, empleando tanto agua destilada como soluciones de etanol/agua de las siguientes concentraciones en volumen: 90%, 80%, 70%, 60% y 50%. Se mezcló 7.5 g del polvo seco obtenido en la molienda con 300 mL del solvente respectivo; posteriormente, la mezcla se sometió a agitación constante durante 1 hora a temperatura ambiente. La muestra macerada se pasó a través de un filtro de 0.125 mm; el filtrado se colocó en un crisol previamente tarado y se llevó a sequedad. Se obtuvo la masa del sólido resultante de la evaporación. El solvente con el cual se extrajo la mayor masa de sólidos fue seleccionado para realizar las extracciones posteriores, ya que este parámetro se usó como indicativo de una mayor extracción de pigmentos.
Dado que las antocianinas varían de color con el pH, se realizó pruebas variando este parámetro en el extracto preparado con el solvente elegido, con el fin de buscar una paleta de colores adicionales al color característico de la flor de Jamaica. El extracto, originalmente tiene un pH de 2.0. Se preparó tres extractos adicionales, ajustando el pH a 3.0, 5.0 y 9.0. Se eligió aquellos extractos en donde se observó diferencia significativa de coloraciones y se probó la compatibilidad de cada extracto con cada ingrediente de la pasta de estampación. Una vez encontrado el extracto compatible con todos los ingredientes de la pasta, se procedió a preparar suficiente pasta de pigmentos. Para ello, se empleó una relación 1:3 de polvo de los cálices: solvente, se agitó durante 1 hora, se filtró y calentó, hasta que se obtuvo una consistencia similar a la pasta de pigmentos sintéticos utilizada tradicionalmente en IUSA.
La pasta de estampación respectiva se preparó mezclando 57 g de espesante, 15 g de antiespumante, 600 g de ligante, 45 g de fijador, 550 g de pasta de pigmentos y suficiente agua suavizada hasta alcanzar 3000 g. Los ingredientes se mezclaron uno a uno, evitando hacer burbujas de aire. Con el fin de comparar el estampado de pigmentos naturales con pigmentos sintéticos, se preparó 3000 g de pasta de estampación con las mismas proporciones de aditivos.
Proceso de estampación
La pasta de estampación se colocó en los tanques de dosificación de la máquina de pantalla rotativa continua marca Stork RD-2, donde ingresó la tela a 40-45 metros por minuto y se aplicó la pasta a través de rodillos o tamices en las áreas requeridas; posterior a la aplicación de la pasta se realizó un proceso de secado y curado para eliminar humedad y para fijar los pigmentos.
Caracterización cromática del pigmento natural en el estampado
En la industria textil la caracterización de los pigmentos por medio de los parámetros de color del producto final es la base fundamental del control de calidad. Dicha caracterización se realizó comparando visualmente el tono de la tela obtenido contra el sistema de definición cromática o sistema de control de colores más reconocido y utilizado dentro del rubro textil, conocido como Pantone. El resultado fue traducido a los sistemas CIE LAB, RGB y CMYK.
Evaluación de la solidez del estampado
La solidez al frote fue evaluada utilizando el equipo conocido como Crock-O-Meter, siguiendo la metodología AATCC 8 “Ensayo para evaluar la solidez al frote” (Test Method for Colorfastness to Crocking: Crockmeter). La solidez al lavado se realizó siguiendo la metodología AATCC 61 “Ensayo acelerado para la evaluar la solidez al lavado” (Test Method for Colorfastness to Laundering: Accelerated). La solidez a la exposición a la luz se hizo con la metodología AATCC 16 “Ensayo para la evaluar la solidez a luz” (Test Method for Colorfastness to Light).
El análisis es llevado a cabo de forma visual por un “ojo experto”, a una condición de “luz de día” (iluminante D65). Se compara qué tan diferente son los colores de antes y después del ensayo y se establece el valor para dicha diferencia. En ambas escalas, la calificación va de 1 a 5 en intervalos de 0.5. Si no hay contraste, se califica como 5 (solidez excelente) y si hay un gran contraste, se califica como 1 (solidez muy baja). De acuerdo con lo expresado por los ingenieros de IUSA, sus clientes dan por aceptado un mínimo de 3 para solidez al frote en seco, un mínimo de 2 para solidez al frote en húmedo (solo se usa escala de transferencia) y un mínimo de 3 para solidez al lavado (para ambas escalas). En cuanto a la solidez a la luz, no se tiene un valor mínimo aceptado, ya que la tela no será usada para ser expuesta a la luz solar.
Resultados
Pasta de estampación y pasta de pigmentos
En el cuadro 1., se muestra los resultados del porcentaje de sólidos extraídos con los diferentes solventes, Comparando los promedios de las tres réplicas para cada concentración de solvente, se puede inferir que los pigmentos de la flor de Jamaica presentan una mejor afinidad con el agua en primer lugar (63.29%), seguido muy de cerca por las soluciones de etanol de 50% y 60%. En último lugar, se tiene la solución alcohólica al 90% con un rendimiento del 48.22%.
Cuadro 1. Porcentaje de sólidos totales de los extractos de flor de Jamaica con diferentes solventes.
|
Solventes |
Soluciones de etanol: agua (%v/v) |
Agua |
||||
|---|---|---|---|---|---|---|
|
90% |
80% |
70% |
60% |
50% |
||
|
Réplica 1 |
47.73% |
54.67% |
57.33% |
61.07% |
62.27% |
65.60% |
|
Réplica 2 |
46.93% |
55.73% |
61.20% |
61.73% |
62.53% |
62.13% |
|
Réplica 3 |
50.00% |
55.20% |
60.40% |
61.33% |
62.27% |
62.13% |
|
Promedio |
48.22% |
55.20% |
59.64% |
61.38% |
62.36% |
63.29% |
|
Desv Std |
1.59 |
0.53 |
2.04 |
0.33 |
0.15 |
2.00 |
|
Coef Var |
3.30% |
0.96% |
3.43% |
0.54% |
0.24% |
3.17% |
Realizando un análisis ANOVA entre las diferentes soluciones de extracción, se puede afirmar con un valor-P de la prueba-F es menor que 0.05, que existe una diferencia estadísticamente significativa entre las extracciones de 90% y 80%, no obstante, no hay evidencia significativa que las extracciones del 70%, 60%, 50% sean diferentes a la extracción con agua; teniendo en consideración que esta última extracción emplea un solvente más amigable con el ambiente y de menor costo, se decidió emplear el agua para realizar la extracción. La diferencia entre las medias se presenta en la Figura 1.
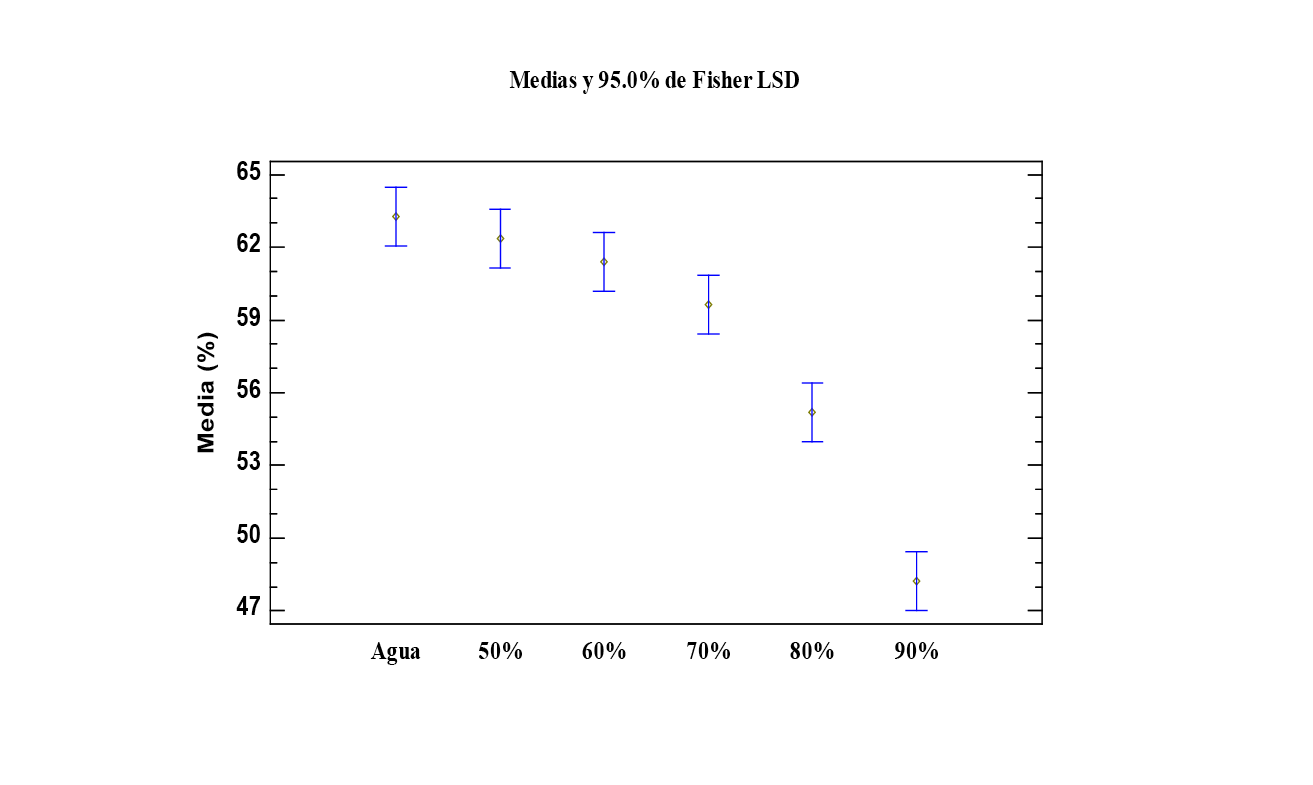
Figura 1. Diferencia entre las medias empleando distintos disolventes.
La extracción del pigmento de la flor de Jamaica requiere que el polvo fino obtenido sea macerado en un solvente apropiado. En la investigación de Nwuzor et al. [12] se reporta una extracción máxima del pigmento de 68.16%, empleando etanol 99.8% como solvente. En la investigación de Paez-Cartaya et al. [13] se logró extraer un máximo de 82.34% de las antocianinas contenidas en los cálices de la flor de Jamaica, empleando una relación 1:5 sólido: disolvente, siendo este último, una solución de etanol 40% v/v a una temperatura de 60°C; también se obtuvo una extracción del 76.60% con la misma relación sólido: disolvente, cuando este último fue agua destilada a 40°C. En otras investigaciones, la extracción se llevó a cabo empleando una relación 1: 25 material crudo: agua destilada, a pH 3; y relaciones 1:100, 2:100 y 4:100 sólido: agua, encontrándose una mejor extracción de antocianinas en la relación 2:100 con agua hirviendo durante 5 minutos [14], [15].
Se preparó cuatro extractos acuosos a los cuales se les modificó el pH, con el fin de observar las coloraciones, las cuales se presentan en la Figura 2.
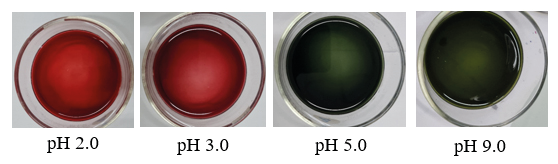
Figura 2. Coloraciones de los extractos acuosos a diferentes valores de pH.
Como puede observarse, la coloración del extracto de pH 5.0, no presentaba una variación apreciable en el color, con respecto al extracto de pH 9.0, por lo que las pruebas de compatibilidad se llevaron a cabo con el extracto original, con el de pH 3.0 y el de pH 5.0. Cada extracto fue mezclado por separado con cada ingrediente (ligante, espesante, antiespumante y fijador) y se dejaron reposando por 1 hora. Se observó que al mezclar el espesante con los extractos de pH modificado se obtenían viscosidades muy elevadas y grumos. Por lo que se estimó que las pastas de estampación podrían tapar los rodillos, generando mala calidad del estampado. En el cuadro 2 se resume las pruebas de compatibilidad realizadas.
Cuadro 2. Resumen de evaluación de compatibilidad de los extractos.
|
Extracto/Solvente |
Productos de pasta de estampación |
|||
|---|---|---|---|---|
|
Ligante |
Espesante |
Antiespumante |
Fijador |
|
|
Agua (sin modificar el pH) |
O |
O |
O |
O |
|
Agua pH 3.0 |
O |
X |
O |
O |
|
Agua pH 5.0 |
O |
X |
O |
O |
Nota: O: compatible; X: genera problemas.
Proceso de estampación
En la primera prueba, se realizó un estampado de un solo color y en la segunda, un diseño multifloral. En la Figura 3 se muestra el estampado con ambas pastas, en un diseño de un solo color.

|

|
|
A |
B |
Figura 3. Comparativo de estampación para la primera prueba. A: Pigmentos Flor de Jamaica; B: Pigmentos convencionales.
Para la segunda prueba, se preparó una pasta con el extracto de flor de Jamaica para las flores violetas grisáceas y otras pastas con pigmentos sintéticos para las coloraciones amarillas, rosas y naranjas. En este caso también se realizó una estampación empleando únicamente pigmentos sintéticos. En la Figura 4se muestra un comparativo entre ambas estampaciones.
|
|
|
|
A |
B |


Figura 4. Comparativo de estampación para la segunda prueba. A: Pigmentos Flor de Jamaica; B: Pigmentos sintéticos.
Caracterización cromática del pigmento natural en el estampado
Al producto estampado se le realizó una comparación visual contra el sistema de definición cromática o sistema de control de colores más reconocido y utilizado dentro del rubro textil, conocido como Pantone. En la Figura 5 se muestra la comparación del pigmento estampado contra la paleta de colores Pantone.
|
|
|


Figura 5. Comparación del color del pigmento estampado, contra el sistema Pantone.
Se observa en la comparación presentada, existe una coincidencia con el Pantone 17-1510 TPG Antler, con lo que pueden traducirse a otros sistemas de clasificación de color como el CIE LAB (L*: 53.35; a*: 8.81; b*:5.11), RGB (R: rojo 146; G: verde 122; B: azul 119) o CMYK (Cian: 42%; Magneta: 50%; Amarillo: 47%; Negro: 8%) [16]. Los parámetros representados en los sistemas de color del pigmento natural indican que el proceso de extracción y estampado pueden originar un producto estándar y de alto valor comercial como nueva fuente del sistema de producción de esta industria.
Evaluación de la solidez del estampado
La solidez del estampado con pigmentos naturales es menor que la de los pigmentos sintéticos. El valor presentado por el pigmento de flor de Jamaica es considerado aceptable en el mercado, donde generalmente se admite 3 o más para frote seco y 2 o más para frote húmedo. Los resultados de la solidez al lavado, empleando la escala de transferencia, se presentan en el cuadro 3 y con la escala de cambio de color, en el cuadro 4.
Cuadro 3. Resultados de solidez al lavado, con la escala de transferencia.
|
Diseño Acetato |
Escala de transferencia para AATCC 61 2A |
||||||
|---|---|---|---|---|---|---|---|
|
Poliéster |
Nylon |
Acrílico |
Lana |
Algodón |
|||
|
Prueba 1 |
PFJ |
5 |
5 |
5 |
5 |
5 |
4-5 |
|
PS |
5 |
5 |
5 |
5 |
5 |
4-5 |
|
|
Prueba 2 |
PFJ+ PS |
5 |
4-5 |
5 |
5 |
5 |
4-5 |
|
PS |
5 |
4-5 |
5 |
5 |
5 |
4-5 |
|
PFJ: Pigmentos de Flor de Jamaica; PS: Pigmentos Sintéticos
Los resultados de la escala de transferencia no muestran diferencias entre los diseños en ambas pruebas, es decir, ambos estampados presentan una solidez muy buena, ya que se encuentra arriba de 3, que es el valor mínimo aceptado. Puede verse que la solidez a la luz es menor en el estampado con pigmentos de flor de Jamaica que en el de pigmentos sintéticos, de igual característica con la solidez al frote seco y húmedo. Aunque en este caso, no hay un valor mínimo establecido (Cuadro 4).
Cuadro 4. Resultados de solidez al lavado y a la luz, con la escala de cambio de color.
|
Diseño Solidez al lavado |
Escala de cambio de color AATCC 61 |
Escala de transferencia para AATCC 8 |
|||
|---|---|---|---|---|---|
|
Solidez a la luz |
Solidez al frote Seco |
Solidez al frote Húmedo |
|||
|
Prueba 1 |
PFJ |
3-2 |
1 |
4 |
3 |
|
PS |
5 |
4 |
4 |
4 |
|
|
Prueba 2 |
PFJ + PS |
3-2 |
3-2 |
4 |
3-2 |
|
PS |
5 |
4 |
4-5 |
3-4 |
|
PFJ: Pigmentos de Flor de Jamaica; PS: Pigmentos Sintéticos
Los resultados con esta escala comprueban nuevamente la solidez al lavado de los pigmentos sintéticos es excelente, mientras que la solidez del pigmento natural es menor, e incluso, se encuentra por debajo del mínimo aceptado en el mercado, donde generalmente se admite 3 o más. En la Figura 6 se muestran los estampados antes y después del lavado. Se observa de manera apreciable la pérdida del color del estampado con pigmentos de flor de Jamaica, mientras que, en el estampado con pigmentos sintéticos, la pérdida de color no es notoria.
|
A: Pigmento de flor de Jamaica + pigmentos sintéticos antes del lavado |
B: Pigmento de flor de Jamaica + pigmentos sintéticos después del lavado |
|
C: Pigmento sintéticos antes del lavado |
D: Pigmento sintéticos después del lavado |




Figura 6. Inspección visual del estampado después del lavado.
Conclusiones
A pesar de que tanto el agua como las soluciones de etanol utilizados para la extracción de los pigmentos de la flor de Jamaica tuvieron rendimientos de alrededor del 50%, es posible concluir que el proceso utilizando agua es mucho más eficiente en cuanto al porcentaje de extracto obtenido, debido a que dicho proceso retiró un promedio de 63.29% en masa de la materia orgánica de las flores de Jamaica secas, por tanto, es posible deducir que para efectos de simplificación de proceso y disponibilidad del solvente, la extracción con agua es la alternativa más conveniente.
En un proceso de producción, los parámetros de compatibilidad entre los diferentes productos químicos utilizados son importantes, ya que definen el comportamiento durante las etapas de estampación de productos textiles, por lo que la interacción durante la mezcla de los pigmentos de jamaica y los demás aditivos (ligante, espesante, antiespumante y fijador), en la formulación de la pasta de estampación, juegan un papel importante, ya que de ellos depende la factibilidad de la operación. Se encontró que el espesante no era compatible con los extractos acuosos con ph modificado, ya que formó pastas con viscosidad muy elevadas y grumos, la cuales podrían obstruir los rodillos de estampación. Fue la pasta preparada con el extracto al cual no se le modificó el ph la que presentó compatibilidad con el espesante y el resto de los aditivos.
Como resultado de la revisión visual del color estampado se pudo clasificar de acuerdo con el sistema de control de colores Pantone y fue luego traducido a otras escalas de color. Los pigmentos de la flor de Jamaica obtuvieron una coincidencia de color con el Pantone 17-1510 TPG Antler. El color expresado en las coordenadas cromáticas CIE L*a*b* fue: L*=53.35; a*= 8.81 y b* = 5.11. En el sistema RGB, el color del estampado se expresa como R 146, G 122 y B 119. En el sistema CMYK, el color corresponde a Cian 42%, Magenta 50%, Amarillo 47% y Negro 8%.
La verificación de la solidez al frote según el método de ensayo AATCC 8, determinó que para el estampado con flor de Jamaica tiene un valor de 4 para el ensayo en seco y 2-3 para el ensayo húmedo; mientras que los pigmentos sintéticos obtuvieron 4-5 y 3-4 respectivamente. La estampación con flor de Jamaica presenta una solidez al frote menor que a la obtenida con pigmentos convencionales. Aun así, el valor presentado por el pigmento de flor de Jamaica es considerado aceptable en el mercado. En el ensayo de solidez al lavado AATCC 61, tanto la estampación con flor de Jamaica como la de pigmentos sintéticos presentaron una nota de 4-5 para todas las fibras en la escala de transferencia, indicando que no hay transferencias de color a otras telas adyacentes durante el lavado; por otro lado, la escala de cambio de color indica que la estampación con flor de Jamaica tiene una calificación de 2-3 y refleja desgaste durante el lavado, mientras que la estampación con pigmentos sintéticos convencionales es de 5 y no se observaron cambios durante el lavado, por lo que la estampación con flor de Jamaica presenta una solidez al lavado menor a la de los pigmentos sintéticos, obteniendo un valor, en la escala de cambio de color, que está por debajo del considerado aceptable. La solidez a luz según el método de ensayo AATCC 16, determinó que los estampados con flor de Jamaica alcanzaron un valor de 1 y de 3-2 respectivamente; mientras que, para los pigmentos sintéticos, se obtuvo un valor de 4 en ambas pruebas. En este caso, no se considera un valor mínimo, ya que la tela no será utilizada para ser expuesta a la luz.
Los resultados obtenidos en los ensayos de este estudio indican que las estampaciones realizadas con pigmentos de flor de Jamaica tienen valores aceptables de solidez al frote, tanto en la escala de transferencia como en la de cambio de color; mientras que para la solidez al lavado presenta valores aceptables en la escala de transferencia, mas no en la escala de cambio de color. En todos los casos, los pigmentos convencionales presentan mejores resultados, por lo que en futuros estudios se recomienda hacer un diseño experimental que incluya el uso de otros aditivos de estampación, para alcanzar o superar los resultados de los pigmentos sintéticos, con el fin de volverse competitivos en el mercado textil.
Referencias
[1] A. Kramell et al., “Dyes of late Bronze Age textile clothes and accessories from the Yanghai archaeological site, Turfan, China: Determination of the fibers, color analysis and dating,” Quaternary International, vol. 348, pp. 214–223, 2014, doi: https://doi.org/10.1016/j.quaint.2014.05.012.
[2] M. İ. Bahtiyari, A. E. Körlü, and K. Bilisik, “Bioprocessing of natural textile fibres and clothes,” in Fundamentals of Natural Fibres and Textiles, Elsevier, 2021, pp. 221–262.
[3] Y. Yin, J. Jia, T. Wang, and C. Wang, “Optimization of natural anthocyanin efficient extracting from purple sweet potato for silk fabric dyeing,” J Clean Prod, vol. 149, pp. 673–679, 2017.
[4] N. Shen et al., “Natural edible pigments: A comprehensive review of resource, chemical classification, biosynthesis pathway, separated methods and application,” Food Chem, vol. 403, p. 134422, 2023.
[5] F. Nazir, S. Javed, A. Nazir, T. Hussain, and S. Abid, “Natural plant extract-treated bioactive textiles for wound healing,” in Medical textiles from natural resources, Elsevier, 2022, pp. 137–166.
[6] R. Mansour and H. Ben Ali, “Exploring chitosan as an ecofriendly agent to improve sustainable dyeing properties of cotton fabric dyed with (Opuntia Ficus-Indica L) fruit peel and its UV protection activity,” Journal of Natural Fibers, vol. 20, no. 1, p. 2134263, 2023.
[7] C. Costa, N. Azoia, C. Silva, and E. Marques, “Textile industry in a changing world: Challenges of sustainable development,” U. Porto Journal of Engineering, vol. 6, no. 2, pp. 86–97, 2020.
[8] P. Quesado, S. Marques, R. Silva, and A. Ribeiro, “The balanced scorecard as a strategic management tool in the textile sector,” Adm Sci, vol. 12, no. 1, p. 38, 2022.
[9] E. J. Gilabert Pérez, “Química textil. Tomo I: materias textiles,” Colección Académica, 2020.
[10] “Welcome to the Colour Index | Colour Index.” Accessed: Jun. 03, 2024. [Online]. Available: https://colour-index.com/
[11] S. Badui Dergal, Química de los alimentos. México, Pearson Educación, 2016.
[12] I. C. Nwuzor, B. J. Adinoyi, C. F. Okey-Onyesolu, and H. C. Oyeoka, “Hibiscus sabdariffa natural dye extraction process with central composite design for optimal extract yield,” Sustainable Chemistry for the Environment, vol. 2, p. 100008, 2023.
[13] I. Paez-Cartaya, J. L. Rodríguez-Sánchez, and L. Cruz-Viera, “Optimización de la extracción de antocianinas de Hibiscus sabdariffa L. y su caracterización cromática: Optimization of extraction of anthocyanins from Hibiscus sabdariffa L. and its chromatic characterization,” Ciencia y Tecnología de Alimentos, vol. 28, no. 2, pp. 17–21, 2018.
[14] H. S. Mostafa, “Production of low-tannin Hibiscus sabdariffa tea through D-optimal design optimization of the preparation conditions and the catalytic action of new tannase,” Food Chem X, vol. 17, p. 100562, 2023.
[15] H. T. N. Nhon, N. T. D. My, V. N. T. Vi, P. T. K. Lien, N. T. T. Minh, and D. T. A. Dao, “Enhancement of extraction effectiveness and stability of anthocyanin from Hibiscus sabdariffa L.,” J Agric Food Res, vol. 10, p. 100408, 2022.
[16] “Convertidor de color gratuito: sRGB, CMYK, LAB, XYZ, HEX y más.” Accessed: Jun. 03, 2024. [Online]. Available: https://www.nixsensor.com/free-color-converter/
Declaración sobre uso de Inteligencia Artificial (IA)
Los autores aquí firmantes declaramos que no se utilizó ninguna herramienta de IA para la conceptualización, traducción o redacción de este artículo.
1 Universidad Centroamericana José Simeón Cañas, Departamento de Ingeniería de Procesos y Ciencias Ambientales. El Salvador.
 cmenjivar@uca.edu.sv
cmenjivar@uca.edu.sv https://orcid.org/0000-0002-4540-5306
https://orcid.org/0000-0002-4540-53062 Universidad Centroamericana José Simeón Cañas, Maestría en Ingeniería de la Producción. El Salvador.
00018309@uca.edu.sv https://orcid.org/0009-0000-0306-53343 Universidad Centroamericana José Simeón Cañas, Departamento de Ingeniería de Procesos y Ciencias Ambientales. El Salvador.
fjgonzalez@uca.edu.sv https://orcid.org/0000-0001-9702-4137