Éster de aceite de palma (Elaeis guineensis) como aditivo deshidratante de crudos
Ester of palm oil (Elaeis guineensis) as a dehydrating additive for crude oils
Rubén Darío Vega-Mejía1, José Gregorio Jiménez-Marcano2
Fecha de recepción: 2 de febrero de 2021
Fecha de aprobación: 28 de junio de 2021
Vega-Mejía, R.D; Jiménez-Marcano, J.G. Éster de aceite de palma (elaeis guineensis) como aditivo deshidratante de crudos. Tecnología en Marcha. Vol. 35-2. Abril-Junio 2022. Pág 139-151. https://doi.org/10.18845/tm.v35i2.5598
https://doi.org/10.18845/tm.v35i2.5598
Palabras clave
Aditivo deshidratante; éster; espectroscopias; prueba de la botella; transesterificación; emulsión.
Resumen
Un aditivo deshidratante actúa rompiendo la emulsión del agua contenida en el crudo, haciendo que las gotas se junten, aumenten su tamaño y por gravedad caigan, ocurriendo así la separación. Los ésteres han sido propuestos para tal fin, por lo que el presente trabajo evaluó el uso de éster de aceite de palma (Elaeis guineensis) como posible deshidratante de crudos. La investigación inició con la obtención de un biodiesel el cual seguidamente fue glucosidado para producir el éster, a ambos se les conocieron sus composiciones mediante la aplicación de una espectroscopia de infrarrojo (IR), demostrando solo diferencias entre ambos en el lapso de 3100 y 3700 cm-1 debido a la glucosa. Se caracterizó una muestra de crudo, resultando ser de tipo mediano de acuerdo a lo establecido por el American Petroleum Institute (API), además presentó un porcentaje (%) de agua y sedimentos de dos. Posteriormente, se formuló el producto deshidratante al adicionarle al éster glucosidado Xileno (90% Xileno-10% del éster). Se prepararon tres concentraciones (100, 200 y 300 ppm) y se procedió a realizar la prueba de la botella, obteniéndose resultados satisfactorios debido a que el aditivo logró romper la emulsión e hizo coalescer toda el agua contenida en el crudo a la menor concentración (100 ppm) en un tiempo de 60 min. Al aplicar una prueba no paramétrica de Fredman (a=0,05) se demostró que no existen diferencias estadísticas significativas entre el deshidratante propuesto y uno comercial. Se concluyó que el producto es eficiente para el uso requerido.
Keywords
Dehydrating additive; ester; spectroscopy; bottle test; transesterification; emulsion.
Abstract
A dehydrating additive acts by breaking the emulsion of the water contained in the crude oil, causing the drops to come together, increase in size and fall by gravity, thus separating. Esters have been proposed for this purpose, so the present work evaluated the use of palm oil ester (Elaeis guineensis) as a possible crude dehydrator. The research began with the obtaining of a biodiesel which was then glycosidated to produce the ester, both their compositions were known through the application of infrared spectroscopy (IR), showing only differences between the two in the period of 3100 and 3700 cm-1 due to glucose. A crude oil sample was characterized, turning out to be of a medium type according to the provisions of the American Petroleum Institute (API), it also presented a percentage (%) of water and sediments of two. Subsequently, the dehydrating product was formulated by adding Xylene to the glucosidated ester (90% Xylene-10% of the ester). Three concentrations were prepared (100, 200 and 300 ppm) and the bottle test was carried out, obtaining satisfactory results because the additive managed to break the emulsion and coalesced all the water contained in the crude to the lowest concentration (100 ppm) in a time of 60 min. By applying a non-parametric Fredman test (a= 0.05) it was shown that there are no statistically significant differences between the proposed dehydrating agent and a commercial one. It was concluded that the product is efficient for the use that was required.
Introducción
Uno de los mayores problemas a los que se enfrenta la industria petrolera en la actualidad es la presencia de grandes cantidades de agua contenida dentro de las corrientes de crudo [1]. Inicialmente, el crudo producido en muchos de los yacimientos petrolíferos no contenían agua, o contenían muy poca. Pero, con el tiempo el agua se ha hecho presente en los depósitos de petróleo o se ha inyectado en forma de vapor para estimular la producción de crudo. El agua y el crudo se mezclan mientras se levanta o se produce a través del pozo y al pasar a través de válvulas y bombas para formar en la mayoría de los casos dispersiones relativamente estables de las gotas de agua en el petróleo (w/o), que se denominan generalmente como emulsiones en el campo petrolero [2]. No obstante, la recuperación (es decir, el desplazamiento) del petróleo atrapado en los yacimientos se ha vuelto cada vez más frecuente e importante a medida que los activos envejecieron y los productores quieren recuperar sus reservas restantes, que en la mayoría de los casos superan con creces lo que han producido hasta la fecha (es decir, durante la vida actual del campo) [3].
Alrededor del 80 % de los crudos explotados existen en estado emulsionado en todo el mundo [4]. Las compañías petroleras producen un promedio de tres barriles de agua por cada barril de petróleo que extraen de los yacimientos. Por lo que se puede decir que el agua se encuentra presente en todos los campos petroleros y es el fluido más abundante en ellos [5]. Actualmente, la cantidad de agua remanente emulsionada varía ampliamente desde 1 a 60 % en volumen. En los crudos medianos y livianos (>20 °API) las emulsiones contienen típicamente de 5 a 20 % volumen de agua, mientras que en los crudos pesados y extrapesados (<20 °API) tienen a menudo de 10 a 35 % de agua [6].
Como consecuencia, a nivel mundial se gastan más de 40 mil millones de dólares por año para hacer frente a los problemas del agua indeseada. En muchos casos, las tecnologías innovadoras para el control del agua pueden significar una reducción de los costos y un aumento en la producción de hidrocarburos [5]. Debido a la presencia de agua en los pozos de petróleo de resinas y asfaltenos presentes en el petróleo, los cuales desempeñan el papel de emulsionantes naturales, conducen a la formación de emulsiones [7]. Esta emulsión le proporciona al petróleo crudo un volumen adicional al transporte así como propiedades corrosivas, el cual se ve reflejado en la reducción de la vida útil de los equipos de proceso [8]. Las principales emulsiones que se forman en el petróleo son el tipo: aceite en agua (O/W), agua en aceite (W/O) o múltiple [9].
Una emulsión se comporta generalmente como un sistema termodinámicamente inestable [10], por lo que la estabilidad de las emulsiones tiene un intervalo de pocos minutos a años y varían dependiendo de las características del crudo y del agua [4]. Como la calidad del crudo se ve afectada por la presencia de agua, esta debe eliminarse para que cumpla con los requerimientos de la industria por debajo del 1 %, en un proceso que se denomina deshidratación o desestabilización, el cual consiste en forzar la coalescencia de las gotas de agua y producir así su separación [11].
La deshidratación es la rotura de una emulsión de petróleo crudo en fases de aceite y agua. Desde un punto de vista del proceso, el productor de petróleo está interesado en dos aspectos de la deshidratación; la tasa o velocidad a la que esta separación se lleva a cabo y la cantidad de agua que queda en el aceite crudo después de la separación [2]. La deshidratación del petróleo, como proceso, puede realizarse de disímiles maneras: mecánico, químico, térmico y eléctrico; dependiendo del tipo de crudo y de la disponibilidad de los recursos. El tratamiento mecánico se caracteriza por utilizar equipos de separación dinámica que permiten la dispersión de las fases de la emulsión y aceleran el proceso de separación gravitacional [12], [13].
La deshidratación o desestabilización química es el método más ampliamente aplicado de tratamiento de emulsiones agua en aceite (w/o) e implica el uso de aditivos químicos para acelerar el proceso de rotura de la emulsión [14]. La deshidratación química es un proceso en el cual la velocidad de adelgazamiento de la película es mejorada y la estabilidad de la película es reducida por un químico desestabilizante [15]. La sustancia que desestabiliza la emulsión es un compuesto que puede adsorberse en la interfase del agua - petróleo y cambiar sus propiedades con el fin de que las gotas de agua puedan agregarse y coalescer [16]. La ventaja de este método radica en que la separación de la emulsión puede realizarse en el pozo o en las instalaciones de superficie.
Actualmente, se han utilizado deshidratantes de origen ecológico para tratar estas emulsiones y por consiguiente reducir su impacto ambiental [17]. Esto debido a que las medidas ambientales y de seguridad son cada vez más estrictas para los productos químicos de los campos petrolíferos, por lo que existe un impulso significativo para desarrollar formulaciones más ecológicas (o “verdes”) que sean tan eficientes o más en comparación con los sistemas comerciales existentes [18]. En tal sentido, la presente investigación pretendió desarrollar un aditivo deshidratante para crudos a partir de éster de aceite de palma (Elaeis guineensis).
Metodología
Obtención y caracterización del deshidratante
Inicialmente, a partir del aceite crudo de palma se obtuvo un biodiesel, para el cual se aplicó un procedimiento de transesterificación [19], pero bajo un proceso mixto de metanólisis ácida y metanólisis básica. Las fases aplicadas se muestran seguidamente (figura 1).

Figura 1. Proceso de transesterificación aplicado al aceite crudo de palma.
Posteriormente, al biodiesel obtenido se le determinaron las propiedades físicas: índice de acidez [20], viscosidad cinemática [21], densidad por el método del picnómetro [22]. Tomando en cuenta, estas propiedades se comparó el biodiésel obtenido a partir del aceite crudo de palma con los rangos establecidos para biodiesel [23].
El biodiesel formulado fue sometido a un proceso de glucosidación [24], para así obtener el deshidratante, el proceso consistió básicamente en hacer reaccionar glucosa con el biodiesel durante un período de 17 horas, para posteriormente calentarlo en un microondas y finalmente filtrarlo. Por último, tanto el biodiesel como el deshidratante fueron sometidos a un estudio de Espectroscopia de Infrarrojo (IR) de Transformada de Fourier, utilizando un equipo Perkin Elmer FTIR 1600 que permitió conocer sus composiciones.
Caracterización de la muestra de crudo
La caracterización del crudo se realizó mediante la determinación de las propiedades: gravedad API, por el método del hidrómetro a partir de la norma ASTM D287 [25], densidad, por el método del picnómetro a través de la norma ASTM D 891 [22], viscosidad por medio del equipo Brookfield, empleando la norma ASTM D2196-10 [21], determinación del contenido de agua y sedimentos, usando la norma ASTM D4007 [26] y asfaltenos y resinas aplicando la norma ASTM D2007 [27].
Eficiencia del deshidratante
Para conocer la eficiencia del deshidratante desarrollado se aplicó la prueba de la botella [28], la cual consistió en añadir 100 mL de la emulsión en las botellas graduadas y estas a su vez fueron dosificadas con el deshidratante de aceite de palma (DP) (10%DP+90% xileno) en proporciones de 100, 200 y 300 ppm. El volumen de agua coalescida fue monitoreado durante períodos de tiempo establecidos (5, 10 20, 30, 40, 50, 60, 90, 120 min). La prueba se elaboró bajo las mismas condiciones con un desemulsificante comercial (DC) (10%DC+90% xileno). Para comparar la eficiencia del desemulsificante DP con el comercial DC, se aplicó un estudio estadístico de varianza no paramétrica de Friedman con un nivel de significancia a=5%. Todas las prueba se repitieron tres veces y en el estudio se empleó el software estadístico InfoStat®.
Resultados
El aceite crudo de palma posee un alto contenido de ácidos grasos libres los cuales pueden ser solubles o no en agua, afectando el uso para el cual es requerido. El aceite presentó un color naranja (figura 2) con tonos ligeramente rojizos debido a su alto contenido de carotenos, principalmente betacaroteno (provitamina A), alfa-caroteno y licopeno; además contiene una relación balanceada entre ácidos grasos saturados y mono-insaturados por lo que su apariencia es semisólida a temperatura ambiente [29].

Figura 2. Aceite crudo de palma.
Posterior al proceso de transesterificación, el biodiesel formulado presentó un color naranja- rojizo traslucido (figura 3), siendo un indicativo de la purificación lograda [30]. Este aspecto traslucido parecido a un aceite diesel denota que el proceso se realizó de manera correcta y no ocurrió una oxidación, comúnmente presentada en los biodiésel debido a la presencia de carotenoides en él.

Figura 3. Biodiesel de aceite de palma.
Las propiedades estudiadas del biodiesel (cuadro 1) mostraron respecto a la densidad un valor de 0,89 g/mL, el cual se encuentra dentro del rango de la norma aplicada para verificar la calidad del biodiesel obtenido (0,86-0,9 g/mL). El valor de densidad es mayor a 0,873 g/mL [19] y menor a 0,9031 g/mL [31], valores reportados para otros biodiesel de palma aceitera, por lo que el proceso realizado se considera aceptable. La densidad de los biodiesel depende del grado de insaturación y de la longitud de las cadenas hidrocarbonadas de los esteres alquilos que lo conforman: a mayor cantidad de dobles enlaces y cadenas más cortas, mayor densidad.
Con respecto a la viscosidad cinemática el valor medido (4,85 cSt) se encuentra dentro de la norma de referencia (<5 cSt), difiriendo positivamente con el valor de 5,4 cSt de Bejumea, Agudelo y Cano [19]. Esto, es otro indicativo de la buena realización del proceso de transesterificación, debido a que mejoró la propiedad de fluidez eliminando la glicerina que es altamente viscosa. Las razones en variación de la viscosidad cinemática se debió a: disminución del contenido residual de glicerina, disminución del perfil de ácidos grasos y de la presencia de gomas o de jabones.
Finalmente, en cuanto a el índice de acidez el biodiesel presentó un valor de 0,37 mg NaOH/g, menor al valor normado (0,5 máx) e igualmente difiere de los valores de 0,15 mgKOH/g de investigaciones previas [31]. Un aumento de la acidez (por encima de 0,5) produce que se formen emulsiones y jabones debido a un favorecimiento de la reacción de saponificación durante el proceso. El valor de acidez del biodiésel se incrementa a medida que se aumenta la cantidad de peróxidos porque los enlaces ésteres del biodiésel se oxidan y forman peróxidos, que a su vez generan reacciones más complejas que involucran aldehídos los cuales se vuelven a oxidar en ácidos orgánicos [32]. Con ello se afecta la calidad del biodiésel debido a que conlleva a afectar la estabilidad oxidativa, el cual por ser de origen vegetal y de naturaleza lípida sufre degradaciones al igual que un aceite o grasa, por lo que se auto oxida, modificando su desempeño.
Cuadro 1. Propiedades del biodiesel obtenido
|
Propiedad |
Valor obtenido |
Valor normado |
|
Color |
Naranja rojizo traslúcido |
|
|
Densidad (g/mL) |
0,89 |
0,86-0,9 g/mL |
|
Viscosidad dinámica (cP) |
4,32 |
Reportar |
|
Viscosidad cinemática (15°C) (cSt) |
4,85 |
<5 |
|
Índice de acidez (mg NaOH/g) |
0,37 |
0,5 máx |
Con respecto a las Espectroscopias (IR) para el biodiesel y el biodiesel glugosidado (figura 3), en ambos espectros se observa que entre 1000 y 1300 cm-1 existe una zona de huella dactilar de enlaces carbono-oxígeno (C-O). Asimismo, señales moderadas propias de la flexión de enlaces tipo alcano CH3 y CH2 respectivamente (alargamiento C-O) entre 1378 y 1460 cm-1, las cuales confirman la presencia de cadenas alifáticas esperadas debidos a los triglicéridos de ácidos grasos. La falta de una banda ancha entre 2400-3500 cm-1 indicó la ausencia de señales de estiramiento de enlaces oxígeno-hidrógeno correspondiente a ácidos carboxílicos, lo que sugiere que la muestra presenta una baja acidez tal como se demostró al valorar la propiedad.
En 1743 cm-1 se detalla un pico característico de los grupos carbonilos o alargamiento carbonílico de tipo éster (C=O) que concuerda con la presencia de triglicéridos. Entre 2923 cm-1 - 2853 cm-1 existe la presencia de señales características de estiramiento de enlaces carbono-hidrógeno (C-H) alifáticos asimétrico y simétrico respectivamente. Se observa, en 3010 cm-1 un pico indicativo de un alargamiento oleofínico carbono-hidrogeno (C-H).
La diferencia del biodiesel de palma con el glucosidado estuvo en que en este último se pudo observar unos pequeños picos entre 3100 y 3700 cm-1, los cuales son indicativos de presencia de pequeñas cantidades de glucosa, las mismas poseen cadenas (OH) que sirvieron de enlace con el agua (H2O) para la rotura de la emulsión durante la evaluación como aditivo desemulsificante.
Zapata y Orozco [33] demostraron con mayor facilidad la adición de la molécula de D-glucosa al éster de etilo (biodiesel), debido a la presencia de la banda característica en 3662 cm-1 del enlace (O-H) presente en el mismo. A diferencia del biodiesel glucosidad que se utilizó en la presente investigación, en el cual no se evidenció gran cantidad de glucosa, es decir no se logró obtener una molécula anfifílica completa, ello debido a que quedó glucosa sin reaccionar, la cual fue filtrada, lo que evidenció que con el producto no se obtuvo el rendimiento esperado. Este resultado quizás sea consecuencia del uso de una glucosa de mala calidad o una dosificación errónea de esta en el proceso de glucosidación.
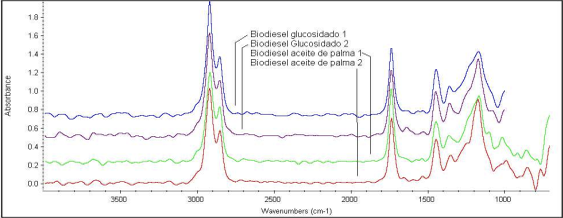
Figura 3. Espectros del biodiesel de palma y el biodiesel glucosidado.
El crudo utilizado durante la investigación provino del área petrolera de El Furrial del Distrito norte de PDVSA, el mismo poseía una gravedad API de 22,3°, por lo que de acuerdo al American Petroleum Institute (API) se encuentra dentro de la clasificación de crudos medianos 22° - 29,9°. Este tipo de crudo se caracteriza por su fácil transporte y extracción y es ideal para obtener combustible y materias primas para polímeros y parafinas.
Como se muestra en el cuadro 2, con respecto a la densidad se obtuvo un valor de 0,8934 g/mL, el mismo está dentro del rango de 0,92 – 0,87 g/mL característico de la propiedad para crudos medianos. El valor de la densidad es de gran importancia, porque indica que al momento de ocurrir la separación del agua contenida en el crudo, esta debe ubicarse en la parte inferior debido a que posee un valor mayor que la obtenida en el crudo.
El valor de la viscosidad dinámica fue de 124,47 cP, el efecto de la viscosidad sobre la emulsión radica en que una viscosidad alta disminuye el coeficiente de difusión y la frecuencia de colisión de las gotas, incrementándose la estabilidad de la emulsión [6].
El porcentaje de agua y sedimentos (% A y S) del crudo en estudio fue de 2%, esto representa el grado de impurezas presentes en el crudo y denota que está fuera de la especificación (>1 % ) para su comercialización, este valor depende de donde se tomó la muestra, si directamente del pozo, del múltiple o de la propia línea de transporte.
Respecto al valor de asfaltenos y resinas obtenidos estos fueron de 5,38 % y 29,4% respectivamente. La fuerza de la película que envuelve las gotas de agua se forma por la adsorción de asfaltenos y resinas los cuales dan estabilidad a la emulsión.
Los valores de las propiedades descritas coinciden o se asemejan a los reflejados para dos muestras de crudo del área de El Furrial por Bello, Manzano y Marín [34]. Los autores evidenciaron para las muestras viscosidades API de 22,7° y 21,8°, densidad de 0,91 g/mL, viscosidad dinámica de 107,83 cP y 148,2 cP, porcentaje de agua y sedimento de 1,5% y 1,6%, asfaltenos de de 5,2% y 5,65%.
Cuadro 2. Propiedades de la muestra de petróleo crudo.
|
Propiedad |
Valor obtenido |
|
°API |
22,3 |
|
Densidad (g/mL ) |
0,8934 |
|
Viscosidad dinámica (cP) |
124,47 |
|
Viscosidad cinemática (cSt ) |
137,06 |
|
Agua y Sedimentos (%) |
2 |
|
Asfaltenos (%) |
5,38 |
|
Resinas (%) |
29,4 |
Cuadro 3. Separación del agua a través del tiempo medida en mL.
|
Tiempo |
Comercial Diluido |
Propuesto Diluido |
||||
|
100ppm |
200ppm |
300ppm |
100ppm |
200ppm |
300ppm |
|
|
5 |
0 |
0 |
0 |
0 |
0 |
0 |
|
10 |
0 |
0 |
0,05 |
0 |
0 |
0 |
|
20 |
0,05 |
0,05 |
0,10 |
0,10 |
0,25 |
0 |
|
30 |
0,1 |
0,15 |
0,15 |
0,25 |
0,55 |
0,05 |
|
40 |
0,8 |
0,15 |
0,20 |
0,5 |
0,75 |
0,05 |
|
50 |
1,33 |
0,25 |
0,35 |
0,7 |
1,1 |
0,1 |
|
60 |
2 |
0,30 |
0,60 |
2 |
1,6 |
0,1 |
|
90 |
2 |
0,30 |
0,60 |
2 |
1,6 |
0,1 |
Para la realización de la prueba de la botella, se aplicó el desemulsificante en cada probeta según la dosis estipulada (cuadro 3). Se observa que la máxima separación se llevó a cabo a los 60 min, a partir de ese tiempo no hubo cambio. Este comportamiento es opuesto al mostrado por Sulaiman y Abdulsalam [35] con un agente deshidratante a base de aceite de Jatropha curcas y un crudo de mediano (23,1 °API), los cuales lograron la separación de 2 mL entre los 240 y 300 min en función de la concentración aplicada.
Técnicamente, para establecer cual agente deshidratante es más efectivo se parte del criterio que será aquel que permita coalescer la mayor cantidad de agua en el menor tiempo posible. Así, para la concentración de 100 ppm de aditivo DC y DP (figura 4), se detalla que ambos aditivos lograron extraer el 100% del agua (2 mL) en 60 min. No obstante, el comportamiento gráfico de ambos difiere, se observa que la desestabilización para DP fue lenta entre los 5 y 50 min donde solo logró extraer el 35 % de agua y a partir de este tiempo alcanzó el mayor porcentaje de extracción (65%). Mientras que el aditivo comercial alcanzó solo 5% hasta los 30 min y el 95% entre los 30 a los 60 min. El comportamiento con el aditivo a base de aceite de Jatropha curcas [35] tuvo un comportamiento nulo (cero de extracción de agua) a los 60 min.
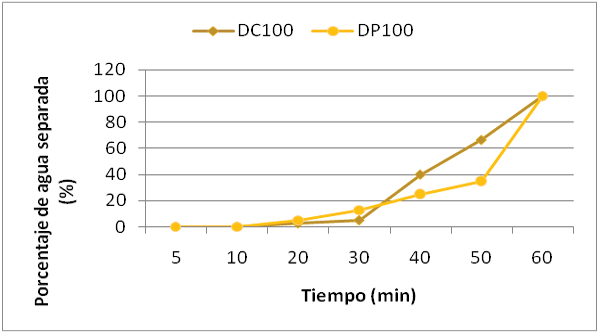
Figura 4. Comportamiento de los desemulsificante de palma (DP) y comercial (DC) a 100 ppm.
Luego se procedió a dosificar las probetas con 200 ppm, arrojando una separación de 15% con DC a los 60 min, el mismo presentó un comportamiento gráfico casi horizontal, mientras que el aditivo DP extrajo el 80% de agua, presentando un comportamiento lineal creciente entre los 20 y 60 min (figura 6). El aditivo a base de aceite de Jatropha curcas [35] para la concentración presentada comenzó a desestabilizar la emulsión a partir de los 240 min y alcanzó extraer 2 mL a los 300 min.
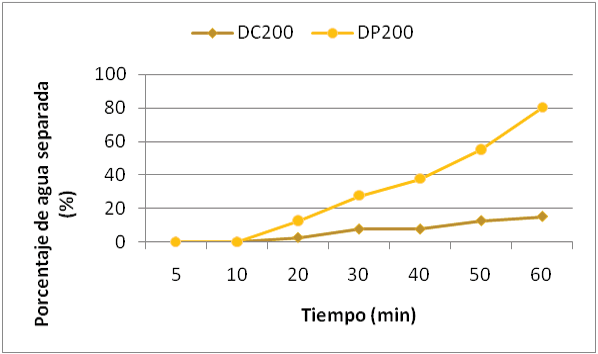
Figura 5. Comportamiento de los desemulsificante de palma (DP) y comercial (DC) a 200 ppm.
Por último se procedió a agregar una dosis de 300 ppm, dando como resultado una separación máxima para DC y DP de 30% y 5% respectivamente (figura 6). Se observa un comportamiento cercano al eje horizontal del aditivo DP con inicio de extracción de agua a partir de los 30 min, mientras que DC comienza a extraer agua a los 10 min hasta alcanzar el máximo señalado a los 60 minutos. Al igual que las otras dos concentraciones el aditivo de a base de aceite de Jatropha curcas [35] para 300 ppm comenzó la separación a partir de los 240 min hasta los 480 min.
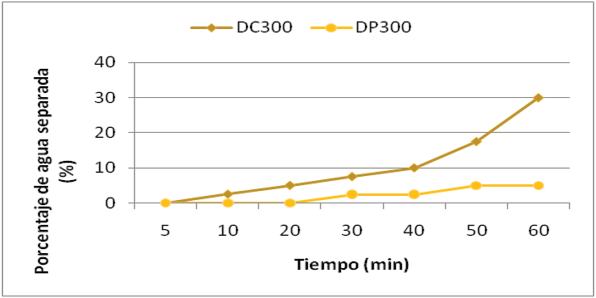
Figura 6. Comportamiento de los desemulsificante de palma (DP) y comercial (DC) a 300 ppm.
De acuerdo a los resultados obtenidos se evidenció que el aditivo de palma (DP) tuvo mejor desempeñó con la menor dosis de 100 ppm, donde se extrajo el 100% del agua emulsionada con el crudo y al aumentar la dosis a 200 ppm se disminuyó a un 80% (figura 7), mientras que para la mayor dosis de 300 ppm solo se alcanzó obtener un 15% de agua. Este comportamiento difiere del aditivo con Jatropha curcas [35], el cual la máxima separación la logro con 300 ppm (100%) mientras que al disminuir la dosis el porcentaje se redujo a 80% y 70% para 200 ppm y 100 ppm respectivamente. Aspecto que demuestra la mejor eficiencia del aditivo de palma.

Figura 7. Separación de agua con el producto propuesto con dosis de 100 ppm (a) y 200 ppm (b).
El análisis estadístico reflejó diferencias estadísticas significativas (p-valor = 0,0009 < 0,05). En la figura 8 se observa que los aditivos DP100, DP200 y DC100 no demuestra diferencias estadísticas significativas entre ellos (letras iguales, C) reflejando el mejor comportamiento. Asimismo, estos difieren con respecto a los demás DC300 (B), DC200 (B, A) y DP300 (A) los cuales no alcanzaron un desenvolvimiento satisfactorio, porque no lograron separar una cantidad de agua representativa en comparación con los tres anteriores. Esta conducta pudo ser motivada a una posible sobredosis en el sistema, actuando éste de manera inapropiada, produciendo una emulsión más fuerte y complicada de romper.
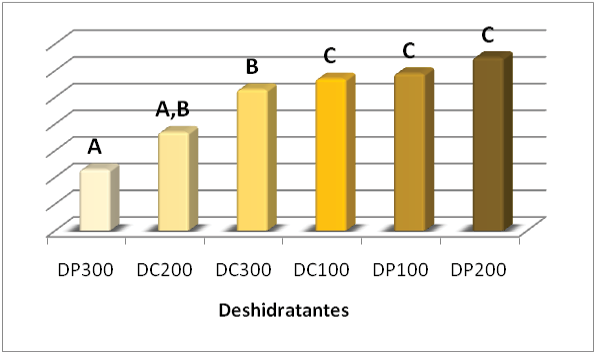
Figura 8. Varianza no paramétrica de Friedman para los deshidratantes de palma (DP) y comercial (DC) a las concentraciones de 100 ppm, 200 ppm y 300 ppm.
Estadísticamente no hubo diferencias en aplicar una dosis de 100 ppm o 200 ppm del aditivo de palma. Igualmente el estudio mostró un comportamiento disímil del aditivo de palma respecto al aditivo de Jatropha curcas [35] a pesar de que ambos provienen de aceites naturales, la diferencia se debió a los distintos procesos aplicados para obtener el aditivo.
Conclusiones y/o recomendaciones
El haber aplicado metanólisis ácida y básica en el proceso para la obtención del biodiesel permitió obtener un producto de calidad que satisfizo los criterios evaluados en la norma empleada, por lo que su aplicación es recomendable para obtener biodiesel de palma aceitera (Elaeis guineensis) con buenas propiedades.
Si bien no se logró un proceso de glucocidación completo, este fue eficiente para el uso que fue requerido, es decir, para que extrajera el agua contenida en el crudo mediano. Sin embargo, sería importante repetir el estudio modificando la cantidad de glucosa o estudiando la calidad de la glucosa que permita una mejor reacción y se pueda probar con crudos de menor grado API (pesados y extra-pesados) y mayor contenido de agua como los de la Faja Petrolífera de Orinoco en Venezuela.
El aditivo propuesto (DP) deshidrató el crudo en estudio adecuadamente, pero es dependiente de la concentración a la cual dosifica, porque se observa el cambio del comportamiento de él con respecto a la dosificación. Al disminuir la dosis se mejora el proceso de deshidratación y el problema se centra en la velocidad a la que se realiza la deshidratación. No obstante, el tiempo obtenido es satisfactorio además de lograr una separación estable.
Referencias
[1] Y. Mingxu, J. Huang, and J. Wang, “Research on Crude Oil Demulsification Using the Combined Method of Ultrasound and Chemical Demulsifier,” Journal of Chemistry, pp. 1-7, 2017.
[2] M. Chuiza, “Estudio comparativo de la deshidratación de emulsiones agua en aceite (w/o) en crudos medianos y pesados usando extractos de hojas de mora y corteza de pino,” Revista Ciencia e Ingeniería, vol. 40, no. 2, pp. 149-156, 2019.
[3] D. Nguyen and N. Sadeghi, “Selection of the Right Demulsifier for Chemical Enhanced Oil Recovery,” in SPE International Symposium on Oilfield Chemistry , The Woodlands, Texas , 2011.
[4] I. Velasquez and J. Pereira, “Emulsiones de agua en crudo. Aspectos Generales ,”Revista Ingeniería UC, vol. 21, no. 3, pp. 45 - 54 , 2014.
[5] C. Romano, “Control del agua,” Oilfield Review.
[6] S. Marfisi and J. Salager, Deshidratación de crudo. Principio y tecnología. Mérida, Venezuela: Universidad de los Andes, 2004.
[7] P. Kilpatrick, “Water-in-crude oil emulsion stabilization: Review and unanswered questions.,” Energy & Fuels, vol. 26, no. 7, pp. 4017–4026, 2012.
[8] B. Pérez and F. Garfias, “Deshidratación del crudo Maya mediante un campo eléctrico de corriente continua ,” Revista de la Sociedad Química de México, vol. 46, no. 3, pp. 227-234, 2002.
[9] S. Melek, J. Hernández, A. Moro, and Y. Silveira, “Comportamiento reológico de emulsiones de agua en petróleo (w/o) tratadas magnéticamente ,” Revista Tecnología Química, vol. 38, no. 1, pp. 58-69, 2018.
[10] E. Martínez, L. Acosta, and F. Ramírez, “Emulsificación de petróleo crudo para su trasporte por oleoductos,” Ing. Investig. y Tecnol, vol. 17, pp. 395–403, 2016.
[11] M. Nurainia, H. Abdurahmanab, and A. Kholijaha, “Efect of chemical breaking agents on water-in-crude oil emulsion system,” International Journal of Chemical and Environmental Engineering, vol. 2, no. 4, pp. 250–254, 2011.
[12] R. Kumar, “Studies on the Effect of Surfactants on Rheology of Synthetic Crude,” Journal of Petroleum Science Research, vol. 3, no. 2, pp. 90-99, 2014.
[13] RM Palou, “Transportation of heavy and extra-heavy crude oil by pipeline: A review,” Journal of Petroleum Science and Engineering, vol. 75, no. 1, pp. 274-282, 2011.
[14] A. Abdel, R. Abdel, and R. Abdul, “Sugar-based ethoxylated amine surfactants as demulsifiers for crude oil emulsions: 2-demulsification of different types of crudes,” Braziliam journal of Petroleum and Gas, vol. 4, no. 4, pp. 155-165 , 2010.
[15] M. Chuiza, Y. Rivera, J. Ramírez, and H. Garmendia, “Estudio experimental de la deshidratación de un crudo mediano usando extractos de hojas de mora y corteza de pino ,” Revista Ciencia e Ingeniería, vol. 39, no. 3, pp. 279-286, 2018.
[16] J. Wu, Y. Xu, T. Dabros, and H. Hamza, “Effect of Demulsifier Properties on Destabilization of Water-in-Oil Emulsion,” Energy & Fuels, vol. 17, pp. 1554-1559, 2003.
[17] B. Aliyu, A. Abu, “Assessment of Plant Extracts as Green Demulsifiers,” Journal of the Japan Petroleum Institute, vol. 60, no. 4, pp. 186-193, 2017.
[18] H. Zhou, K. Dismuke, N.. Lett, and Penny. G., “Development of More Environmentally Friendly Demulsifiers,” in International Symposium and Exhibition on Formation Damage Control , Louisiana, 2012.
[19] P. Benjumea, P. Agudelo, and G. Cano, “Estudio experimental de las variables que afectan la reacción de transesterificación del aceite crudo de palma para la producción de biodiesel,” Scientia Et Technica, vol. X, no. 24, pp. 169-174, 2004.
[20] Internacional Organization for Standardization [ISO], “Aceites y grasas de origen animal y vegetal. Determinación del índice de acidez y de la acidez ,” Ginebra, Norma ISO 660 2009.
[21] American Society for Testing and Materials [ASTM], “Standard Test Methods for Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield type) Viscometer,” West Conshohocken PA, Norma ASTM D2196 - 20 2015.
[22] American Society for Testing and Materials [ASTM], “Standard Test Methods for Specific Gravity, Apparent, of Liquid Industrial Chemicals,” West Conshohocken, Norma ASTM D891 2009.
[23] European Committee for Standardization [CEN], “Liquid petroleum products. Fatty acid methyl esters (FAME) for use in diesel engines and heating applications. Requirements and test methods,” Bruselas, Norma BS EN 14214 2012.
[24] V. Melo and O. Cuamatzi, Bioquímica de los procesos metabólicos, 3rd ed. Ciudad de México, México: Editorial Reverté, 2006.
[25] American Society for Testing and Materials [ASTM], “Standard Test Method for API Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method),” West Conshohocken, PA, Norma ASTM D287 2012.
[26] American Society for Testing and Materials [ASTM], “Standard Test Method for Water and Sediment in Crude Oil by the Centrifuge Method (Laboratorym Procedure),” West Conshohocken PA, Norma ASTM D4007 2016.
[27] American Society for Testing and Materials [ASTM], “Standard Test Method for Characteristic Groups in Rubber Extender and Processing Oils and Other Petroleum-Derived Oils by the Clay-Gel Absorption Chromatographic Method,” West Conshohocken, PA, Norma ASTM D2007 2011.
[28] Ecopetrol, “Pruebas de botella para selección de especies químicas deshidratantes en crudos,” Huíla, Metodología ante fallas técnicas para el contrato 5210390 2011.
[29] S. Rincón and D. Martínez, “Análisis de las propiedades del aceite de palma en el desarrollo de su industria,” Medellin, Investigación Cenipalma 2009.
[30] J. Gandón, Y. Torres, and M. García, “Caracterización de un biocombustible obtenido a partir de aceite vegetal de desecho ,” Tecnología Química, vol. XXXVII, no. 2, pp. 278-292, 2017.
[31] A. Alonso et al., “Obtención y caracterización de biodiesel a partir de aceite crudo de la palma africana Elaeis guineensis,” Ingeniería, vol. 17, no. 2, pp. 103-109, 2013.
[32] A. Bouaid, M. Martínez, and A. Aracil, “Production of biodiesel from bioethanol and Brassica carinata oil: Oxidation stability study,” Bioresource Technology , vol. 100, pp. 2234-2239 , 2009.
[33] J. Zapata and E. Orozco, “Evaluación de la síntesis de surfactantes a partir de,” Universidad de Carabobo, Valencia- Venezuela, Trabajo de grado 2018.
[34] Y. Bello, J. Manzano, and T. Marín, “Análisis comparativo de la eficiencia dispersora de asfaltenos de productos a base de aceite de coco (Cocus nucifera) como componente activo y dispersantes comerciales aplicados a muestras de petróleo del Campo el Furrial, estado Monagas, Venezuela ,” Revista Tecnológica ESPOL – RTE, vol. 28, no. 2, pp. 51-61, 2015.
[35] A. Sulaiman and S. Abdulsalam, “Formulation of Demulsifiers from Locally Sourced Raw Materials for Treatment of a Typical Nigerian Crude Oil Emulsion,” in The Nigeria Annual International Conference and Exhibition, Lagos, Nigeria, 2016.
[36] American Society for Testing and Materials [ASTM] , “Standard Test Method for Flash Point by the Equilibrium Method With a Closed-Cup Apparatus,” West Conshohocken PA, Norma ASTM D-92 2014.
1 Universidad de Oriente, Núcleo de Monagas. Venezuela.
Correo electrónico: rvegas@udo.edu.ve https://orcid.org/0000-0002-6331-3851
https://orcid.org/0000-0002-6331-3851
2 Universidad de Oriente, Núcleo de Monagas. Venezuela.
Correo electrónico: jgjm1894@gmail.com https://orcid.org/0000-0003-1001-9285